Como a redução do tempo de resposta protege a qualidade do clínquer
Quem opera um forno rotativo sabe que a estabilidade é uma conquista minuto a minuto. A termodinâmica interna do processo muda constantemente e a única forma de manter o controle é ter dados confiáveis sobre o que está acontecendo lá dentro agora, não há vinte minutos.
O intervalo entre a coleta da amostra na torre e a liberação do resultado no Raio-X representa uma “zona cega”. Durante esse tempo, o operador da sala de controle (CCR) navega baseado em tendências passadas. Se esse intervalo é longo, o forno opera no escuro, o que força a planta a trabalhar com margens de segurança maiores, consumindo mais combustível para evitar o risco de produzir clínquer cru e reduzir esse ciclo não é apenas uma questão de pressa, é uma estratégia de controle estatístico.
A logística como ferramenta de frequência
O primeiro desafio é físico. Em muitas plantas, a distância entre a amostragem e o laboratório exige deslocamentos longos. Quando dependemos do transporte manual, enfrentamos dois problemas: a demora no trajeto e a baixa frequência de coleta. Um operador humano dificilmente consegue manter uma cadência de amostragem a cada 30 minutos durante um turno inteiro sem falhas.
A automação via tubos pneumáticos (HR-LSP) resolve a equação do tempo, transformando minutos de caminhada em segundos de transporte. Mas o ganho maior está na consistência. O sistema permite aumentar a frequência de amostragem, gerando mais pontos de dados por hora. Isso ajusta a curva de controle e permite detectar desvios sutis na composição química antes que eles se tornem problemas operacionais mais graves ou prejuízos milionários.
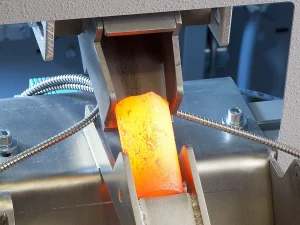
O desafio da preparação: dureza e memória
Ao chegar ao laboratório, a amostra de clínquer impõe uma dificuldade técnica imediata: sua dureza extrema e abrasividade. Moer esse material exige alta energia, mas o risco que mais gera transtorno é o “efeito memória”, a contaminação da amostra atual por resíduos da anterior.
Em sistemas convencionais, a limpeza é passível de falhas constantes, já na automação integrada, equipamentos como o moinho HP-MA executam protocolos de limpeza rigorosos entre ciclos. O sistema pode utilizar, por exemplo, moagens intermediárias com material inerte (como areia de quartzo) ou jatos de ar comprimido direcionados, garantindo que o vaso esteja quimicamente neutro antes de receber a nova carga e isso elimina o ruído analítico. O dado que chega ao espectrômetro reflete exatamente o lote recém-coletado, sem interferências históricas.
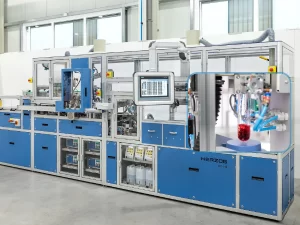
Integração total para decisão em tempo real
O maior impacto no processo surge quando conectamos essas pontas. O amostrador automático (HR-KNH ou similar) coleta e resfria, o tubo transporta, o robô recebe, mói, prensa e entrega ao analisador. Todo o processo ocorre em um fluxo fechado, sem intervenção humana e sem tempos mortos.
Consideramos essa integração o ponto de virada da operação, onde cada etapa é cumprida com excelência e velocidade.
Ao derrubar o tempo de resposta, entregamos ao operador do forno a capacidade de realizar ajustes finos e imediatos. O resultado é a redução do desvio padrão da qualidade, menor consumo específico de energia e a garantia de que o produto final respeita rigorosamente as especificações químicas.
Automatizar o laboratório é, em última análise, dar ao forno a inteligência necessária para operar no seu limite máximo de eficiência.